关于品质管理,生产与物流
强化质量控制体系
完善品质管理体系
根据品质方针,我们以品质为重来开展活动,通过整备“津村品质管理体系”的体制来进一步完善品质保证体系。津村集团都在使用该管理体系,该体系还进一步明确了经营层的参与管理。此外,该体系还可以合理应对全球化发展(包括应对PIC/S※)以及法律变更。
品质方针
津村集团为了成为一个通过“KAMPO”为人类健康做贡献的价值创造企业,制定了以下品质方针。
- 稳定供应高品质、安全、可信的产品
- 确保数据的可靠性,以保证医药品的品质、有效性和安全性
- 遵守关于医药品的相关药事法规
- 倾听顾客心声,不断致力于品质改善
- 实现安全的原料生药的稳定供给
- 确保研究的可靠性,提供相应研究成果
- 针对所有管理人员以及员工实施专项教育,培养具有高层次意识的人财
- 合理分配经营资源,保证以上方针的实现
- PIC/S:Pharmaceutical Inspection Convention and Pharmaceutical Inspection Co-operation Scheme的缩写,意为药品监查协定和药品监查合作的联合方案,是推进GMP标准等国际化的框架
生药原料的品质、安全管理
在中国各地所采购的生药原料,主要集中在深圳津村,而在日本采购到的生药原料则集中在石冈中心。两个据点进行同等的品质试验,只有通过津村集团品质检验标准的生药原料,才能被提供给生产汉方制剂的各工厂。特别是对农药残留、微生物、重金属等与安全性密切相关的品质部分,分析、制剂研究中心在开发独家试验方法的同时,对生药原料实施品质试验并进行评价。同时,我们把在分析、制剂研究中心开发的分析技术也引入深圳津村,对中国产的生药原料进行品质试验。

产品质量与安全管理
现在汉方制剂的品质规格是根据1980年(药审第804号)和1985年(药审2第120号)日本厚生省发布的通知所设定。依据该标准,我们使用分析仪器对药材原料进行成分定量试验等多种试验项目检查。并且,根据本公司的规格,我们还在分析、制剂研究中心进行农药残留、微生物等相关安全性品质试验。

品质试验
农药残留
对于生药原料与汉方制剂,除了各国药典规定的农药之外,我们针对在日本以及中国、老挝等地用于生药种植的所有农药以及各国禁止使用的农药,对所有批次都进行农药残留分析。生药以及汉方制剂中含有多种成分,为了分析出残留的极微量农药,需要可单独高效提取农药的技术。本公司独自开发了该项技术,并应用于试验检查中。同时还积极开发针对土壤中的残留、喷溅(其他农作物喷洒农药时飞散)等预料之外的农药残留分析技术,并将分析结果反馈给种植现场,进一步改善农药管理。
农药残留检测
以符合以下条件的农药为对象制定津村内部标准,对约200种农药※实施农药残留检测。
- 《日本药典》中规定的残留标准值的农药(2种农药)
- 津村采购的生药在种植期间使用的所有农药
- 通过津村独立的风险评估,被判断为需要实施管理的农药
关于检测对象的农药数量,基于上述3个条件随时更新。
| 生药 | 汉方制剂 | ||
|---|---|---|---|
| 津村 | 内部标准 | 所有品种所有批次 | 监控所有品种 |
微生物
针对浸膏粉末和制剂的全部批次,我们根据《日本药典》中记载的微生物试验进行检验。在微生物试验中,由于检体中的各种成分会妨碍微生物的检测,我们采用独自开发的技术实施信赖度高的试验。
重金属、砷
关于生药原料和浸膏粉末,我们遵照《日本药典》中规定的标准和方法进行检查。而且为了更加详细地检测出有害元素风险,提供安全的汉方制剂,我们开发出使用ICP-MS※对4种有害元素(镉、鉛、汞、砷)分别进行高灵敏度分析的方法,并实施管理。
- ICP-MS:电感耦合等离子-质谱仪
黄曲霉毒素
黄曲霉毒素是部分霉菌产生的霉毒的一种,对人体和动物有害。本公司开发出独自分析方法,对汉方制剂中黄曲霉毒素污染进行风险管理。
放射性物质
因受2011年3月发生的东日本大地震引起的核电站事故的影响,建立放射性物质的试验管理体系成为了一项新课题。对此,同年12月13日,日本厚生劳动省发出通知,日本制药协会制定了《生药等放射性物质检测指南》。本公司遵从该指南,确认生药原料、生产用水以及汉方制剂的安全性,并进行品质管理。
提高生产能力
医疗用汉方制剂的销售量正在持续稳步上升。根据对长期需求的预测,我们提高了从浸膏粉末到颗粒及产品的生产能力,同时制定了确保重要人员,实施人财培养等计划。为了维持稳定的供应体系,我们决定在日本静冈、茨城和上海这三大生产基地最大限度发挥现有的生产能力,并有计划性、阶段性地提高设备生产能力。具体来说,我们不仅在努力提高现有设备的基础能力,还通过积极活用机器人等新生产技术实现省人化、省力化。
通过机器人技术实现省人化,省力化
引入机器人等新兴生产技术是实现生产体系改革的一大举措,有助于推动生产流程的自动化。引入各领域技术的同时,开发出适用于本公司的机器人,并将其应用于生产流程中的搬运、投料、装箱等工程。通过这一举措,将此前的人力生产作业,转变为人工生产监视,实现了连续24小时的生产。在提高生产力的同时,有效减轻了操作人员的劳动负荷,加强了卫生管理。

集团供应链的最优化
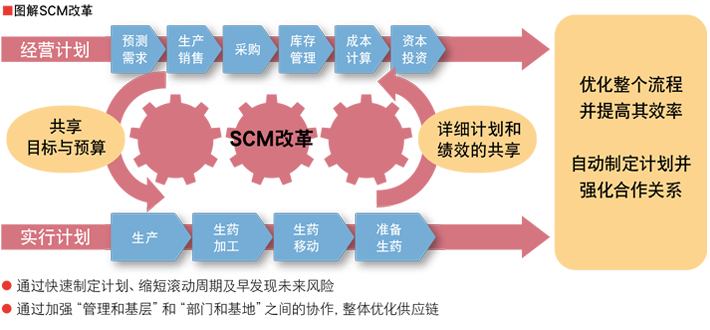
汉方制剂从包括种植生药原料在内的原料采购开始,经过多道工序方可实现商品化。在汉方、生药事业方面,我们致力于掌握集团内的各工序及工序之间、集团外的生药采购基地到产品销售的整个供应链的全体状况,不断进行业务改革。今后,为了进一步实现高效化和最优化,我们要在经营中引入供应链管理(SCM※),并通过横跨整个集团的企划活动来实现 SCM 改革,构筑可以灵活应对事业环境变化的体制。
- SCM:本公司致力以实现自动化与高效化为目的、以需求为起点的 SCM 构建,在销售计划、生产计划、种植生药原料、筹备、采购、加工、运输以及库存计划等方面,全面展开通力合作。